Control de precisión del polvo Flujo:
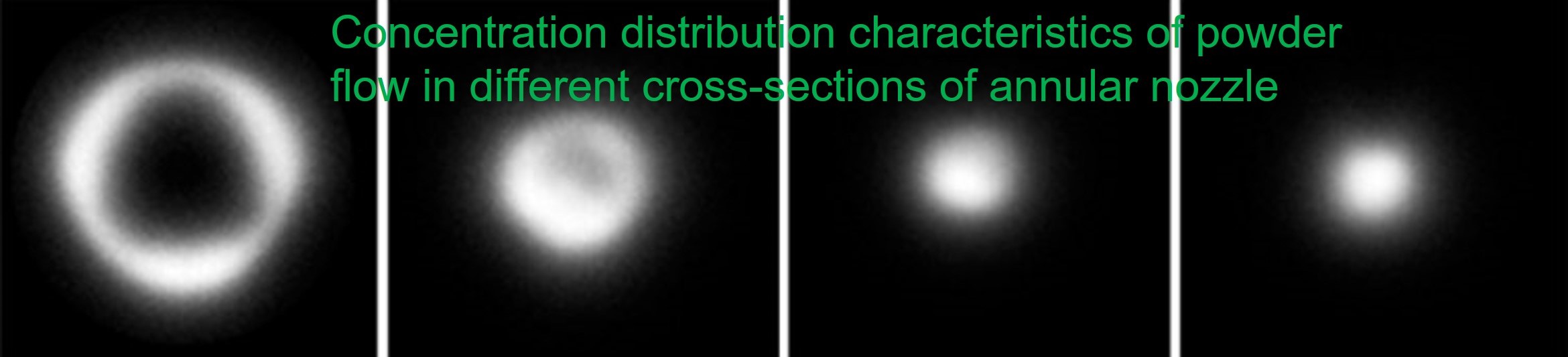
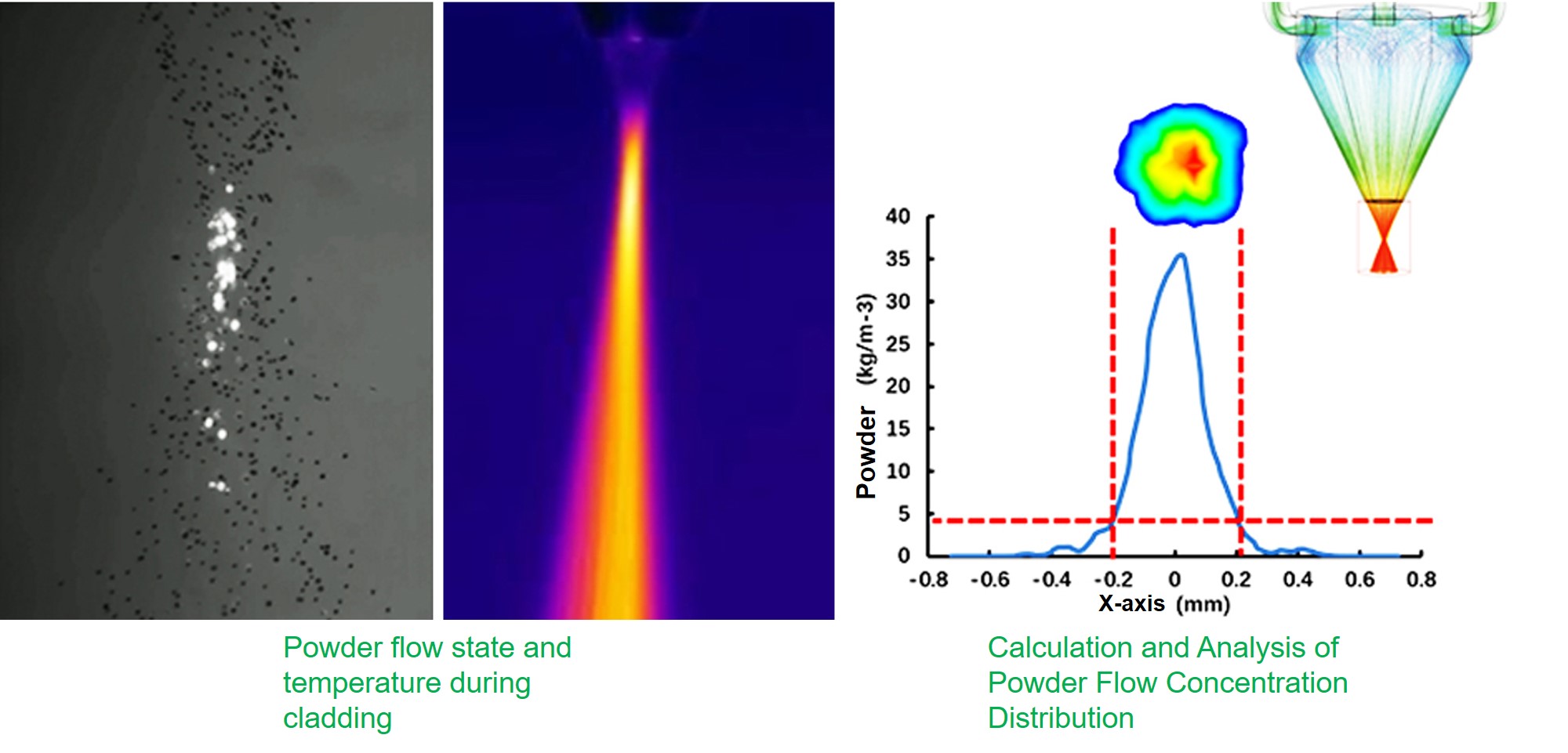
en el revestimiento láser, la reparación de láser y los procesos de fabricación de aditivos láser que utilizan polvo como relleno, se necesita la tecnología de transmisión en polvo. La estabilidad del proceso de transmisión del soporte de polvo, las características de convergencia de los puntos en polvo y las características de distribución de la concentración en polvo son todas necesarias. Procesamiento La calidad y la eficiencia de procesamiento tienen una influencia importante. Basado en el sistema de monitoreo coaxial de flujo de polvo, simulación de simulación y otros métodos, WILA Laser ha realizado investigaciones científicas sistemáticas sobre las características de transmisión en polvo de diferentes tipos de boquillas. Se utiliza para mejorar continuamente la estructura de la boquilla y optimizar el proceso de alimentación de polvo, de modo que el rayo láser y el flujo de polvo estén en el espacio. El estado más ideal de convergencia, y mantener la estabilidad a largo plazo, mejorar la utilización del polvo y el revestimiento eficiencia.
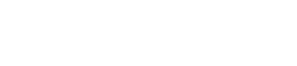
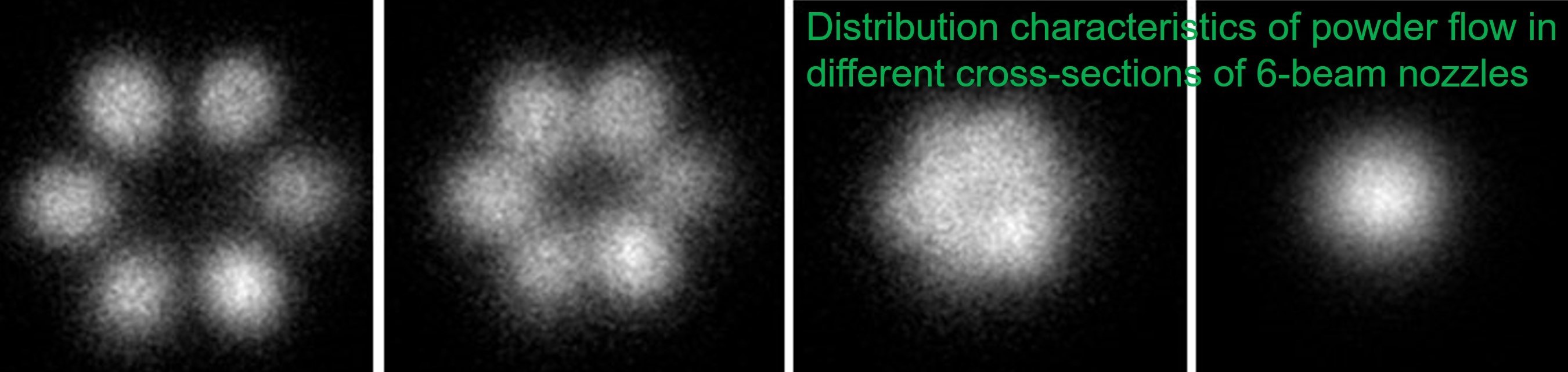
WILA Monitorea el estado de trabajo y la detección de daños de la boquilla de alimentación de polvo en el proceso de revestimiento del láser para garantizar que la boquilla, como el componente central, siempre se procesa y se atiende en las mejores condiciones, y su vida útil se juzga con precisión. La de alta precisión El método de medición garantiza que la posición de la boquilla cambie en diferentes escenas: Por ejemplo, la influencia del gas de alimentación de polvo y gas de protección en el enfoque del polvo, y la influencia del tamaño de la partícula de polvo en el polvo Enfoque. La distribución de concentración de diferentes transversales del flujo de polvo se puede obtener a través de Capa por capa Escaneado, que puede informar con precisión al operador de la posición precisa del enfoque del flujo de polvo, evalúe el rendimiento de la boquilla y detecte el desgaste de la boquilla Durante Continuo Operación.
Boquilla de revestimiento láser de alto rendimiento
En respuesta a las necesidades actuales del revestimiento láser para una alta tasa de deposición y alta precisión de alimentación en polvo, WILA usa una viga 3-6 alta eficiencia Boquilla de alimentación en polvo 3D, una poderosa solución que puede soportar potencia extremadamente alta (<20KW). Seis flujos de gas en polvo son coaxialmente Guiado al haz láser para producir la viga de gas de polvo enfoque. El diseño del canal de flujo interno complejo permite que el enfriamiento de agua penetre en la punta de la boquilla El ultra long Distancia de trabajo (20mm) Puede reducir completamente el rayo láser Durante El revestimiento Proceso. La probabilidad de reflexiones o partículas voladoras que rebotan de la boquilla y causando: daños. El diseño modular de la boquilla permite el uso de resistente al desgaste Tubos de precisión de diferentes tamaños, que pueden adaptarse a diferentes requisitos de tamaño de polvo y grandes flujos de suministro de polvo. El módulo de punta de polvo adopta un diseño integral y consiste en un cono interno y un cono externo El tamaño de la brecha y la resistencia al desgaste de la boquilla de polvo se pueden ajustar de acuerdo con la producción Requisitos.

De alta calidad Recubrimiento Características:
WILA Revestimiento láser de alta velocidadse realiza a alta velocidad de 20-200m / Min. La mayor parte del polvo se derriten con láser en espacio. El tamaño de la piscina fundida formada por el láser en el material de la base es menos profunda y más pequeña, y tiene un ritmo de enfriamiento extremadamente rápido. A medida que aumenta la tasa de revestimiento, la tasa de superposición entre los canales de revestimiento aumenta gradualmente, y a Multi-delgado Estructura de regazo como un "Domino" se puede establecer, dando al recubrimiento una microestructura más uniforme y el estrés residual más pequeño y el efecto térmico inferior en el sustrato. Las características de fusión y solidificación de polvo de metal único de ultra-alta El revestimiento láser puede incluso preparar algunos materiales de recubrimiento que son difíciles de lograr con el revestimiento tradicional del láser, como intermetálico Compuestos, vidrio amorfo, metálico, y alta densidad Compuesto de metal Materiales. 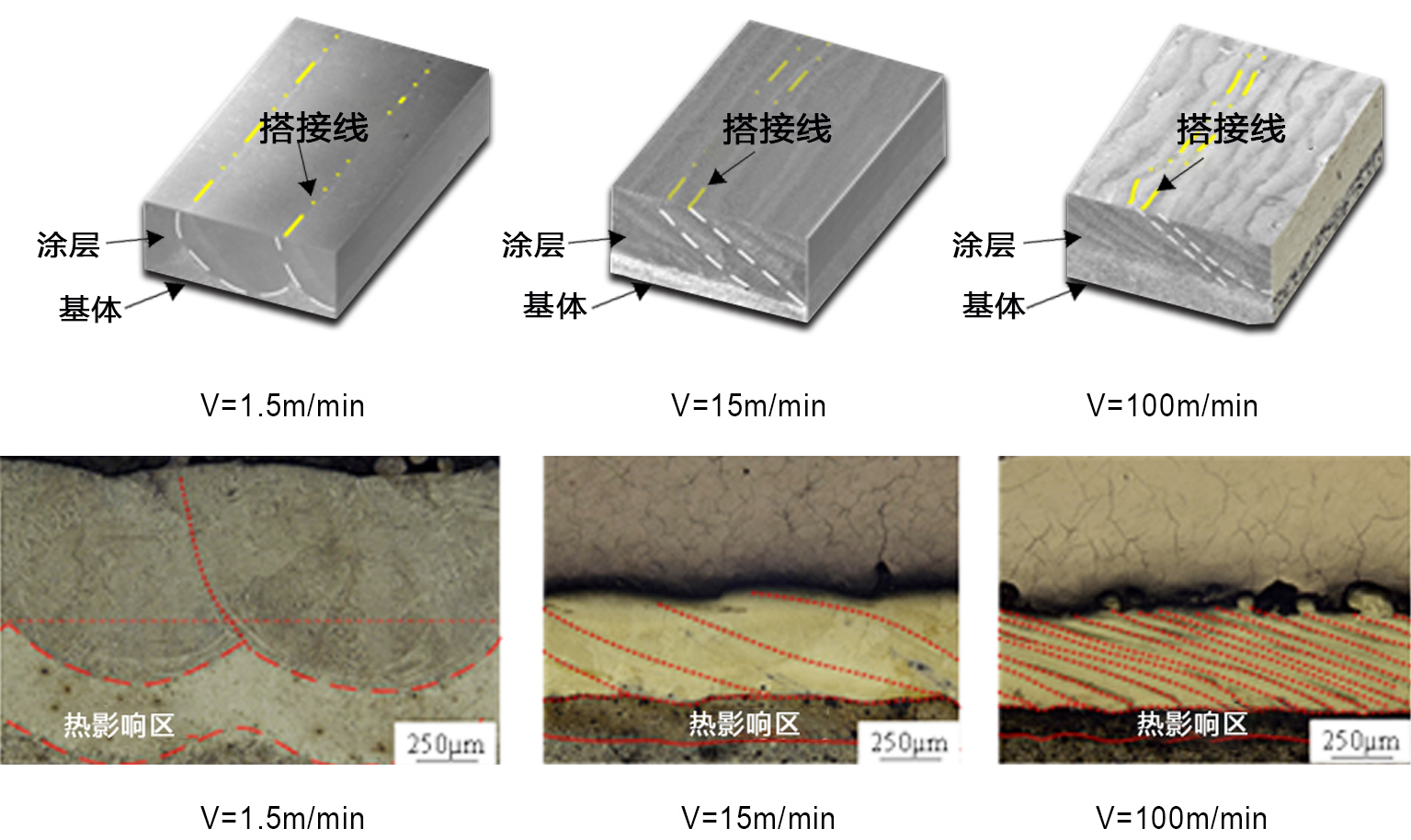
resistente a la corrosión Recubrimiento:
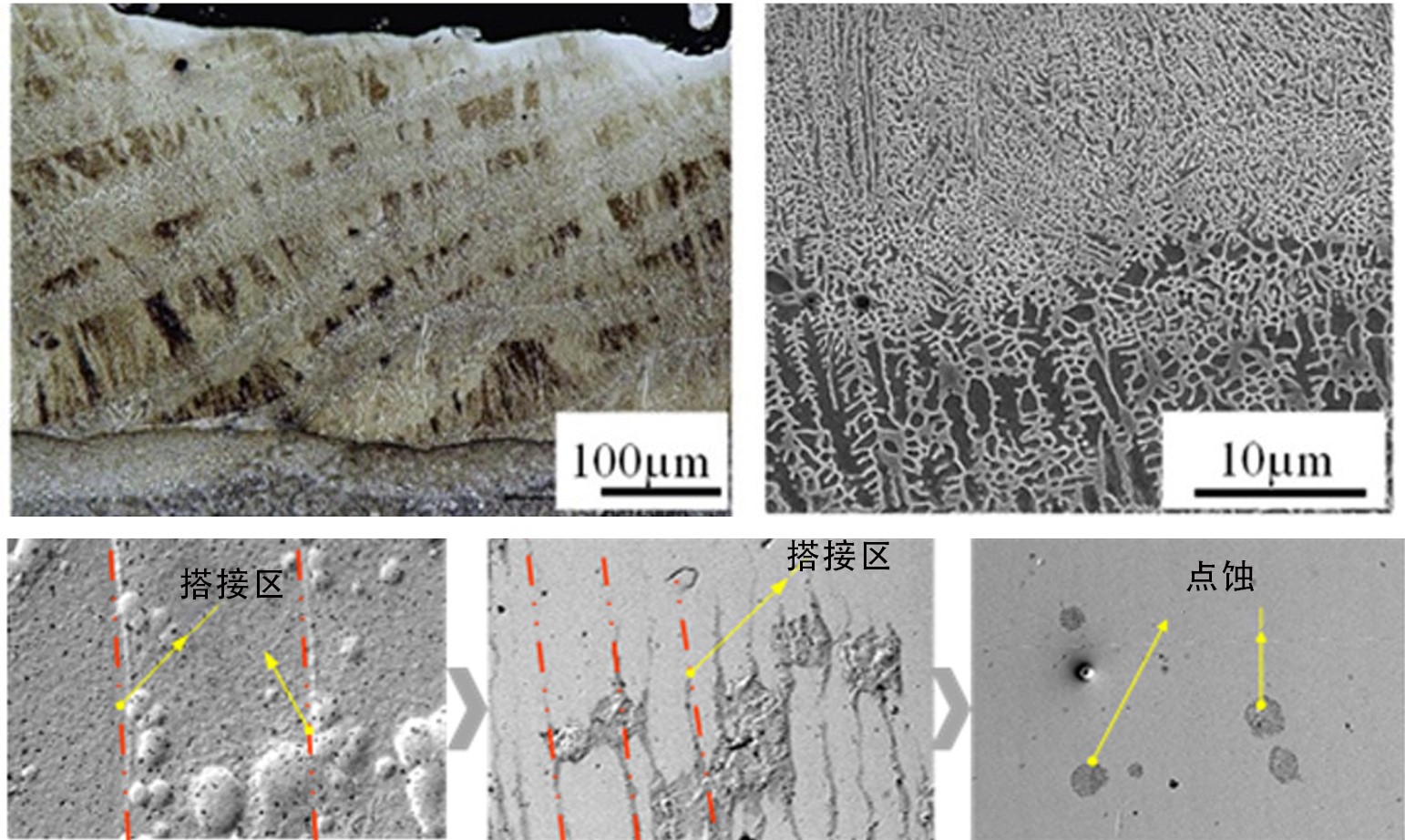
WILA elige polvo de acero inoxidable o basado en níquel Polvo con alto contenido de CR como material para el revestimiento resistente a la corrosión. En el revestimiento, una estructura dendrítica con un tamaño de 500nm o menos se forma en el recubrimiento de acero inoxidable. A medida que aumenta la tasa de revestimiento, los dendrites se vuelven más refinados y la distribución del elemento se vuelve más uniforme. La prueba de corrosión muestra que cuanto más rápido sea la tasa de revestimiento, mejor será la resistencia a la corrosión del revestimiento Porque Muchas dislocaciones y fallas de apilamiento se encuentran en el recubrimiento preparado a una tasa de revestimiento láser más alta, es muy propicio para la nucleación de la pasivación película, formando una densa pasivación Película en la superficie del recubrimiento, y mejorando la corrosión Resistencia.
Los estudios han encontrado que la corrosión de picadura del recubrimiento ocurre principalmente en el cruce entre la dendrita y la dendrita, porque El contenido de CR aquí se reducirá. La tasa de alto revestimiento hace que la dendrita del recubrimiento sea delgada, y la composición se distribuye de manera uniforme. Ayuda a mejorar la resistencia a la corrosión del recubrimiento.
duro resistente al desgaste Recubrimiento:
WILA Utiliza polvo de carburo cementado, a base de níquel WC Polvo (relleno Con polvo de material compuesto de fase reforzado), VC in situ generado, basado en fase reforzada a base de hierro, basado en titanio Polvo, etc. Duro Resistente al desgaste Los recubrimientos son muy fáciles de formar grietas Durante El proceso de revestimiento láser, por lo que el control de crack es el punto clave en la preparación de tales revestimientos. Algunas aplicaciones industriales tienen mayores requisitos para la uniformidad de la dureza de la superficie de recubrimiento, por lo que se presta más atención al control de distribución uniforme de la fase de refuerzo dura en el recubrimiento Superficie.
Cuando Preparando el compuesto de metal Resistente al desgaste recubrimientos, el ultra-alta velocidad El proceso de revestimiento láser tiene una pequeña piscina fundida y el recubrimiento es una estructura superpuesta Es más fácil lograr el control de uniformidad de la fase mejorada y microestructura de las especies de recubrimiento, y la piscina fundida tiene una velocidad de enfriamiento rápido y alta temperatura. El tiempo de residencia corta reduce en gran medida el tiempo de reacción entre las partículas de refuerzo y el metal de la aleación, y puede reducir la tendencia de las grietas.
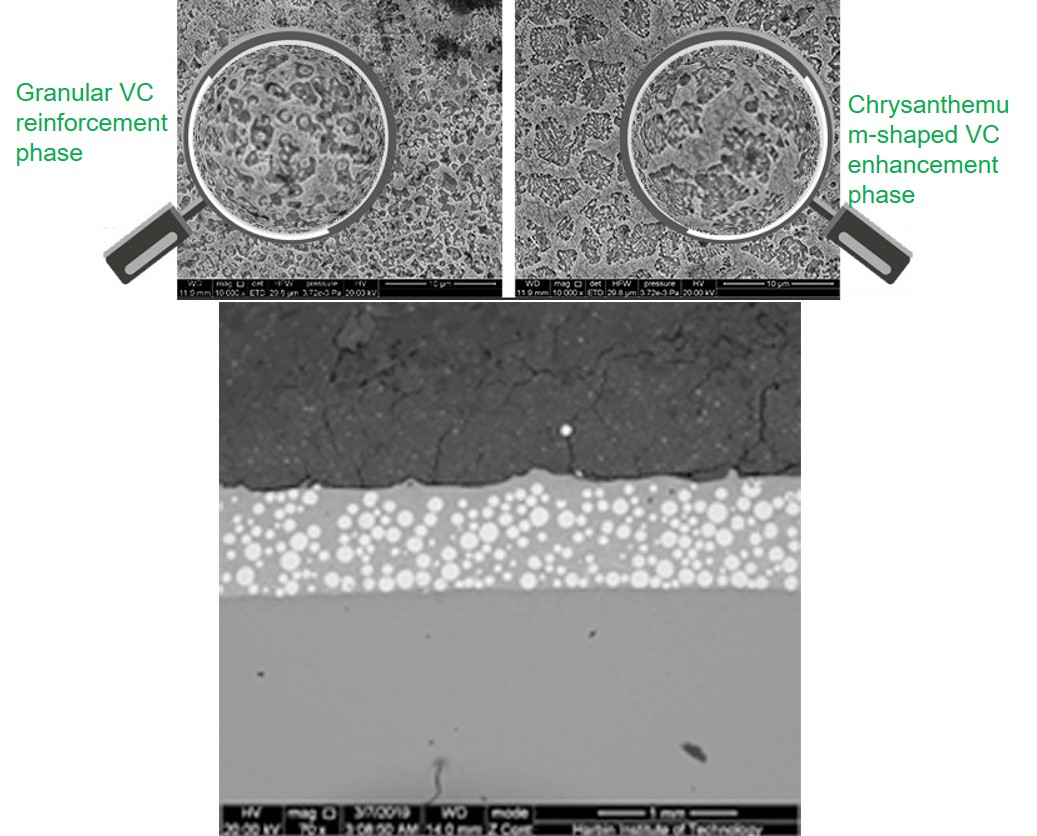
Para Recubrimientos duros reforzados in situ, la alta velocidad de enfriamiento de la piscina fundida en el ultra-alta El proceso de revestimiento láser es muy propicio para el relleno y el análisis de la fase reforzada y obtener una estructura uniforme y densa. Bajo la acción, la dureza del recubrimiento y la uniformidad de la dureza son significativamente más altos que El del revestimiento de láser convencional Recubrimiento. Al controlar la velocidad de enfriamiento, también se puede obtener la morfología de fase mejorada de diferentes estructuras.