Tiene alguna pregunta?
Ponerse en contacto-
Tel : +86 18355532477
-
Whatsapp : +8618355532477
-
Correo electrónico : 247137166@qq.com
-
Skype : 247137166@qq.com
- contacto



Tiene alguna pregunta?
Ponerse en contactoTel : +86 18355532477
Whatsapp : +8618355532477
Correo electrónico : 247137166@qq.com
Skype : 247137166@qq.com


Pago:
TTOrigen del producto:
ChinaPuerto de embarque:
Shanghai PortReparación de las cuchillas del compresor del motor del avión
Producto Descripción:
Los métodos de reparación de uso común para los compresores del motor de aeronaves incluyen soldadura de arco, soldadura en plasma y recubrimiento en polvo láser 3D Impresión.
La soldadura por arco y la soldadura en plasma no solo tienen una entrada de calor grande, sino también no puede resolver el micro-sotoput Fenómeno en los lados de entrada y salida de la cuchilla y causar graves deformación. La impresión 3D del recubrimiento en polvo con láser tiene baja eficiencia, alto costo y tarifa de paso bajo para reparar la cuchilla Consejos.
WILA Tecnología de revestimiento láserPuede reducir los costos de mantenimiento y evitar pérdidas en todos los aspectos.
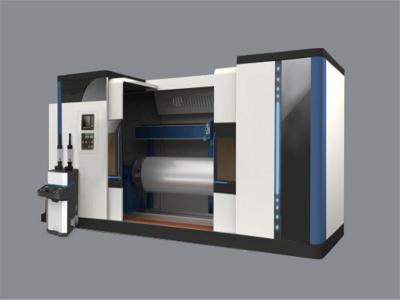
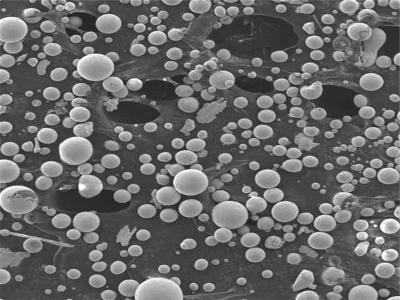
Producto Mostrar:
La tecnología de revestimiento láser utiliza un haz láser de alta potencia para centrarse en elementos ópticos para obtener una densidad de energía muy alta, funde instantáneamente la superficie del sustrato, y al mismo tiempo hace que la aleación en polvo preestablecida o se envíe automáticamente a la superficie de la superficie. Sustrato de sincronización con el haz láser para derretirse completamente para obtener un revestimiento denso con un metalúrgico La fuerza de la unión generalmente no es menor que 95% de la matriz original Material. El material de la matriz puede alcanzar la superficie Micro-fusión Durante Procesamiento láser, el Micro-Fusión La capa es de 0.05-0.1mm, y el afectado por el calor La zona de la matriz es extremadamente pequeña, generalmente 0.05-0.5mm. Tanto la capa de revestimiento como la matriz no tienen una estructura de fundición gruesa, y la capa de revestimiento y su interfaz tienen una estructura densa, granos finos, sin vacíos, sin grietas de inclusión y otros defectos. El aumento de la temperatura del sustrato Durante El procesamiento del láser no excede 80 ° C. La deformación después del procesamiento con láser se calcula como 0.01mm. Después del revestimiento, el estrés se libera después del tratamiento del calor. La cantidad de deformación se calculará como 0,001 mm, que se puede ignorar.

El grosor de la mitad de la punta de la cuchilla es la mayor, y se requiere más poder para el revestimiento. Si El láser está revestido con la misma potencia, la parte más delgada en ambos extremos se derretirá por esta potencia más alta, y no jugará un papel en Reparación. Por lo tanto, para obtener el ancho de revestimiento correspondiente sin fundir los materiales en ambos extremos de la cuchilla, se usa el revestimiento de potencia variable. Porque Los dos extremos de la cuchilla son extremadamente delgados, el grosor de los dos extremos del nivel de 8 niveles La cuchilla es solo 0.2mm. La subcotización es fácil de ocurrir durante El revestimiento láser, por lo que se requiere un tratamiento especial en ambos extremos para resolver el problema de la subcotización. Es necesario confiar en el sistema de imágenes coaxiales con láser para una comparación precisa durante baja potencia Revestimiento. Las cuchillas del rotor del compresor reparadas en la actualidad tienen un buen efecto.
Haga clic aquí para dejar un mensaje.