




Tiene alguna pregunta?
Ponerse en contacto-
Tel : +86 18355532477
-
Whatsapp : +8618355532477
-
Correo electrónico : 247137166@qq.com
-
Skype : 247137166@qq.com
- contacto



Tiene alguna pregunta?
Ponerse en contactoTel : +86 18355532477
Whatsapp : +8618355532477
Correo electrónico : 247137166@qq.com
Skype : 247137166@qq.com

El proceso dinámico de revestimiento formando bajo la fuente de calor combinada de láser y TIG arco
Apr 12 , 2021WILA usos 304 Acero inoxidable como material base, y conductores NI60 Experimentos de revestimiento en polvo con un láser semiconductor y TIG Fuente de calor compuesto de arco en él, y utiliza una cámara de alta velocidad para registrar el cambio dinámico de polvo fusión. Los cambios provocados por la introducción de TIG Los arcos se analizan de los tres aspectos de la fuerza, el calor y la capa de revestimiento Formación. Se describe el proceso dinámico de la formación de polvo bajo la fuente de calor compuesto de arco láser, y se describen las formas de fuerza y conducción de calor en cada etapa. La influencia de tig Se explica la corriente sobre la formación y el proceso de formación, y las ventajas del láser semiconductor y tig Se explican la fuente de calor compuesta para el revestimiento.
1. Los cambios presentados por tig Arc a la capa de revestimiento formando y formando proceso dinámico.
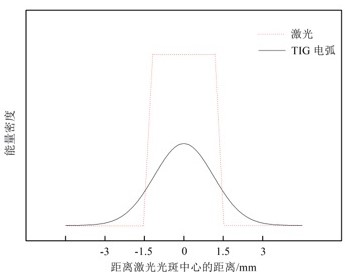
A la práctica a largo plazo, WILA ha encontrado las deficiencias de solo usar el láser como el calor del revestimiento Fuente. Por lo tanto, se concibe que agregue una fuente de calor completamente diferente para combinar las dos fuentes de calor como la fuente de calor del revestimiento, como TIG arco. Hay influencia mutua cuando Las dos fuentes de calor de TIG Arc y láser se combinan. El vapor de metal generado cuando El láser se irradia en la superficie de la parte que ioniza rápidamente para formar partículas cargadas, lo que aumenta la conductividad eléctrica en la ubicación donde Se aplica el láser, reduce la resistencia del arco a través de la trayectoria, y aumenta la densidad de corriente del arco Además, el láser cambia las características de la fuente de calor del ARC, aumenta considerablemente la temperatura del centro de arco, formando un gradiente de temperatura excelente entre el centro del arco y el entorno, y el arco se encoge como se muestra en la figura 4.1. El láser también puede reducir en gran medida el voltaje de ignición del arco, hacer que su fluctuación sea más pequeña y luego logre el efecto de estabilizar el arco [. Además, el efecto de calentamiento del láser en la superficie metálica aumenta la temperatura, lo que puede aumentar el metal Tasa de absorción de láser Energía.
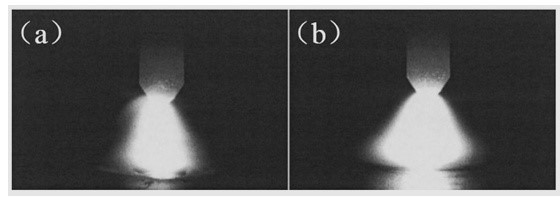
Figura 4.1 El efecto de contracción del láser en el arco.
(A) Forma de arco combinada de 500W láser y 100atig arco; (b) 100A Tig forma de arco
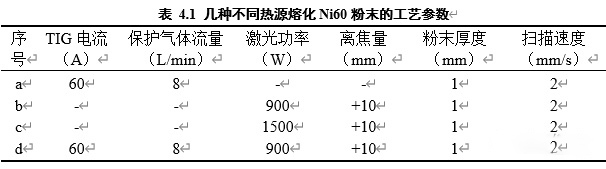
WILA ha encontrado a través de una gran cantidad de experimentos que la introducción de tig El arco puede cooperar con una potencia láser inferior para lograr un buen efecto de propagación de la capa de revestimiento, y obtener una capa de revestimiento con un pequeño ángulo de contacto y una tasa de baja dilución. The 4 Single Pass Las capas de revestimiento se soldaban de acuerdo con los parámetros del proceso que se muestran en la Tabla 4.1, y la forma de capa de revestimiento y la morfología transversal se muestran en la Figura 4.2
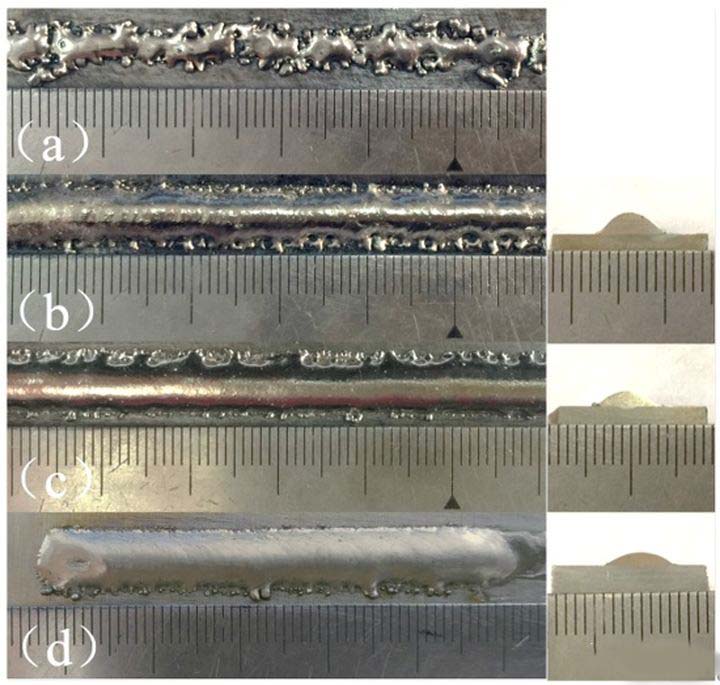
Figura 4.2 (a) se obtiene por revestimiento con un tig arco con una corriente de 60a como el calor Fuente. Se puede ver que toda la perla de soldadura es discontinua y la forma es extremadamente pobre. Este es porque cuando un solo tig ARC no tiene recombinación con láser, el área de cobertura de arco es mayor, la energía no se concentra, y la energía es relativamente baja cuando La corriente es pequeña, y no puede derretir el polvo de metal BIEN. Solo una pequeña cantidad de polvo puede derretirse y combinar. Combinar con el sustrato. Además, la fuerza de arco causada por el arco insuficientemente concentrado y estable, no solo no aplana el líquido fundido para promover su propagación, sino que también golpea los pellets líquidos generados durante el proceso de fusión, y finalmente forma A Single Pass Soldadura con la formación discontinua Por lo tanto, un solo TIG ARC no es adecuado para su uso como calor de revestimiento Fuente.
El de una sola pasada Capa de revestimiento obtenida por revestimiento NI60 polvo con a 900w Laser semiconductora como una sola fuente de calor de revestimiento se muestra en la Figura 4.2 (b). Se puede ver que aunque La capa de revestimiento está bien combinada con el sustrato, toda la capa de revestimiento es alta, el ángulo de contacto es grande, y la forma del borde es deficiente, lo que indica que la capa de revestimiento está mal propagada, lo que afectará seriamente la lapita subsiguiente suave en el Multi-Pass Revestimiento. Obtener en.
Por lo general, la tensión superficial del líquido es inversamente proporcional a la temperatura, por lo que si la temperatura aumenta, la tensión superficial del líquido disminuye, lo que mejorará la humectación y la propagación. Por lo tanto, cuando La potencia láser se incrementa a 1500W, la temperatura de la masa fundida líquida aumenta significativamente, lo que reduce en gran medida la tensión de la superficie. Además, debido a la potencia láser extremadamente alta, la cantidad de polvo derretida también es grande, y la gravedad de la masa fundida del líquido es lo suficientemente grande como para superar fácilmente la tensión de la superficie y propagar el líquido fundido, y finalmente forme una capa de revestimiento con una buena propagación. y pequeño contacto ángulo.
El de una sola pasada Capa de revestimiento obtenida por revestimiento NI60 polvo con a 1500w El láser semiconductor como una sola fuente de calor de revestimiento se muestra en la Figura 4.2 (c). Se puede ver que bajo alta potencia láser, la capa de revestimiento se extiende bien y el ángulo de contacto es pequeño, pero el área de la matriz tiene una profundidad de penetración más grande y la tasa de dilución es superior. Hay un problema de que la composición de aleación de la capa de revestimiento se diluye por la matriz. Además, muchas grietas perpendiculares a la dirección de escaneo también se pueden observar claramente a partir de la superficie de la capa de revestimiento, que son causadas por el gradiente de temperatura más alto y la tensión residual más grande presentada por el alta potencia láser
La capa de revestimiento obtenida por el revestimiento compuesto de 900W láser y 60a Tig arco se muestra en la figura 4.2 (d). Se puede ver claramente que la capa de revestimiento se extiende bien y el ángulo de contacto es pequeño, lo que es significativamente mejor 900W Revestimiento láser La capa de revestimiento obtenida tiene un mejor efecto de formación la capa de revestimiento obtenida por 1500w El revestimiento láser, y la profundidad de penetración no es grande, y la tasa de dilución es baja, que es una capa de revestimiento ideal formando. Observe cuidadosamente la superficie de la capa de revestimiento, y no se encontró grietas obvias. Este es porque En primer lugar, la adición de la TIG El arco aumenta la entrada de calor y reduce la tensión superficial de la masa fundida del líquido, y la distribución única de energía formada por la combinación de las dos fuentes de calor es propicia para reducir la tensión residual y reducir la aparición de grietas. Además, el TIG La corriente trae fuerza adicional al proceso de fusión y propagación, y bajo la acción del láser, el arco se encoge y se estabiliza, y la fuerza se concentra, lo que promueve el proceso de fusión y difusión. Bajo la acción combinada de los dos factores anteriores, se formó una formación de capa de revestimiento más ideal.
Para poder observar claramente la diferencia entre el proceso de formación de revestimiento bajo una fuente de calor láser única y una fuente de calor compuesta, la cámara de alta velocidad está dispuesta perpendicular a la dirección de escaneo, y el ángulo entre la cámara y el plano horizontal es lo más pequeño posible para observar los cambios en extender. Tome fotos del área de revestimiento, y recorte marcos con características clave para la clasificación. Figura 4.3 es una comparación de cámara de alta velocidad de 900w Fuente de calor láser y 900W láser y 60a Tig Fuente de calor compuesto de arco Revestimiento. Se puede ver que el proceso de fusión en polvo y propagación bajo una sola fuente de calor láser y una fuente de calor compuesta es bastante diferente. Con una sola fuente de calor láser, el polvo se derrite primero en algunas bolas pequeñas bajo la irradiación del láser, y luego estos Las bolas pequeñas se ponen en contacto y se fusionan y crecen, y las nuevas bolas fundidas se derriten continuamente en ellos desde el lado para formar un líquido grande fusión. . A una cierta velocidad de escaneo, el extremo delantero de la masa fundida de líquido se derrite continuamente y se extiende hacia adelante, y la parte posterior se solidifica, finalmente formando una pasada completa revestimiento Capa. Desde las capturas de pantalla de la cámara de alta velocidad, no hay cambios obvios en la propagación de todo el proceso, como se muestra en la Figura 4.3 (a). Bajo la acción de la fuente de calor compuesto, el láser se derrite el polvo en la parte delantera para formar un derretido líquido, y el arco aplana rápidamente el líquido se derretirá en la parte posterior para extenderlo. Y Se puede ver claramente desde la cámara de alta velocidad Capturas de pantalla que hay una transición de la mala propagación a una excelente propagación en el proceso de revestimiento bajo la fuente de calor compuesta, como se muestra en la figura 4.3 (b).
2. Análisis de fuerza del líquido fundido bajo la acción de TIG arco
Según el efecto de contracción electromagnética, cuando La corriente fluye a través de un conductor, puede considerarse compuesto de muchas líneas de corriente paralela. Estos Las líneas de corriente paralelas se atraerán mutuamente para que la sección transversal tiende a reducir. La fuerza resultante se llama electromagnética contracción. Forzar [50]. Tig ARC es un conductor gaseoso cónico con sección transversal variable Diámetro. El diámetro de la sección transversal de arco es pequeño cerca de la punta del electrodo de tungsteno, y el diámetro de la sección de arco es más grande cerca de la pieza de trabajo Fin. La diferencia en el diámetro de la parte superior e inferior transversales Causa la diferencia de presión, que producirá el componente axial de la fuerza de contracción electromagnética de la punta del polo de tungsteno a la pieza de trabajo, que es la presión estática electromagnética. También, el tig ARC introduce la fuerza de flujo de plasma y la fuerza de soplado de gasolina para todo el proceso dinámico Las tres fuerzas anteriores pueden promover el proceso de movimiento y convergencia de los gránulos líquidos y agitar la piscina fundida para promover el flujo, lo que mejora la propagación del líquido. El diagrama de fuerza general se muestra en la Figura 4.4.
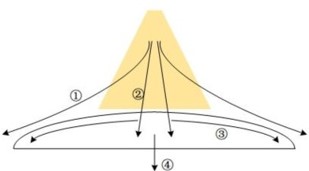
Figura 4.4 Diagrama esquemático del análisis de la fuerza del líquido fundido bajo la acción de TIG arco
1. Fuerza de flujo de plasma y gasolina de protección Fuerza; 2. Estático electromagnético Presión; 3. El flujo de líquido se derretirá en la superficie 4. gravedad
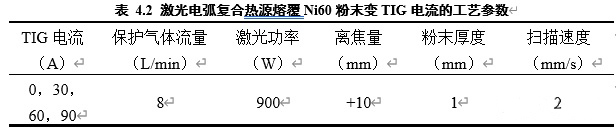
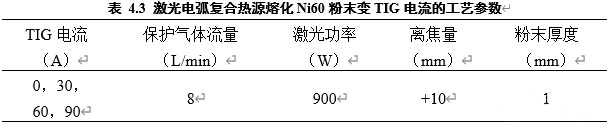
Según los parámetros de la Tabla 4.2, a Pass de un solo paso revestimiento NI60 Prueba de polvo se realizó en A 304 Sustrato de acero inoxidable con un láser semiconductor y A TIG Calor compuesto Fuente. La capa de revestimiento obtenida y su sección transversal correspondientes se muestran en la Figura 4.6.
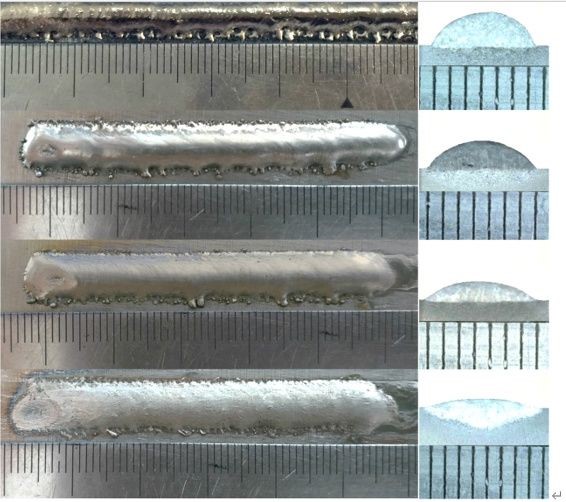
Se puede ver desde la figura 4.6 que el ancho de la capa de revestimiento obtenido bajo la fuente de calor compuesto de arco láser es significativamente mayor que La de la capa de revestimiento obtenida bajo un solo calor láser Fuente. Otra característica obvia es que la superficie de la capa de revestimiento obtenida por el revestimiento de la fuente de calor compuesto es relativamente plana, a diferencia de la capa de revestimiento obtenida por una única fuente de calor láser que es más alta que el sustrato y. como el tig aumentos actuales de 30A A 60A, la superficie que se forma de la capa de revestimiento se ha vuelto significativamente más suave, pero la profundidad de penetración y la tasa de dilución de la capa de revestimiento han aumentado. Este es porque cuanto más alto tig La corriente produce una mayor fuerza de arco, que agita constantemente la piscina fundida, aplana aún más el líquido fundido, pero también aumenta la profundidad de penetración, derritiendo más metal base y que afecta al revestimiento Capa. Los ingredientes causan Dilución. Cuando el tig Receza actual a 90A, se puede ver que la profundidad de penetración es muy grande. En este momento, la capa de revestimiento está muy diluida por el sustrato, que afecta seriamente el rendimiento del revestimiento Capa. Por otra parte, cuando el tig La corriente es demasiado grande porque El proceso de revestimiento preestablecido de polvo a menudo produce salpicaduras, la alta temperatura El tungsteno es muy fácil de adherir a la piscina fundida y causa extinción de arco de cortocircuito, por lo que es necesario evitar el uso excesivo TIG Corriente en el compuesto Revestimiento.
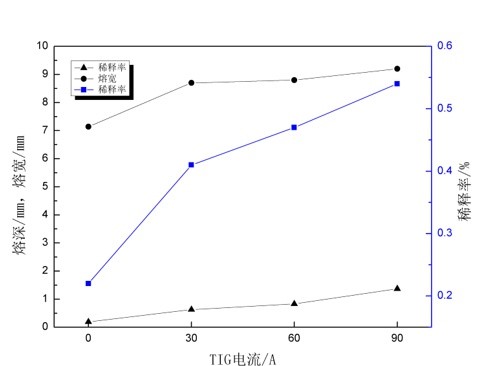
La medición y el análisis de la sección transversal de la capa de revestimiento pueden calcular y trazar la influencia del TIG Corriente sobre la profundidad de penetración, el ancho de penetración y la tasa de dilución en el revestimiento de fuente de calor compuesto, como se muestra en la Figura 4.7. Se puede ver que con el aumento de la TIG La corriente en el revestimiento de la fuente de calor compuesto, la profundidad de penetración y la tasa de dilución de la capa de revestimiento muestran una tendencia creciente, mientras que el grado de cambio en el ancho de fusión no es grande. En comparación con la fuente de calor compuesta, porque La energía de una sola fuente de calor láser se concentra en el área del lugar, el afectado por calor La zona es pequeña, por lo que el ancho de fusión es pequeño, y porque La entrada de calor no es grande, la penetración y la tasa de dilución también son pequeñas. Después de la introducción de la TIG Arco, el rango de calefacción del arco y el afectado por el calor La zona es más grande que La del láser, y la energía no está tan concentrada como una única fuente de calor del láser, por lo que el ancho de fusión aumenta significativamente, lo que ayudará a mejorar el revestimiento de la eficiencia. Además, en comparación con una única fuente de calor láser, la adición de la TIG ARC aumenta la entrada de calor general de la fuente de calor compuesto, por lo que la penetración y la tasa de dilución también se mejoren en gran medida. Respecto a lo más alto TIG Corriente en la fuente de calor compuesta, aunque Se mejora la propagación de la masa fundida del líquido y se reduce el ángulo de contacto, también produce el problema de que el metal de la capa de revestimiento se diluye por el bajo rendimiento El componente de matriz, y la tasa de dilución es superior.
De acuerdo con los parámetros del proceso que se muestran en la Tabla 4.1, pruebe y extraen los comportamientos característicos en el proceso de formación desde los videos de la cámara de alta velocidad, registre el número de marcos de cada comportamiento característico, y calcule y analice el TIG Corriente a la fuente de calor compuesta formando Etapas. El impacto se muestra en la Figura 4.8.
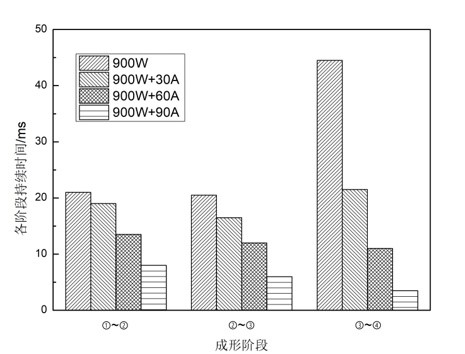
Se puede ver desde la figura 4.8 Eso comparado con una única fuente de calor láser que requiere mucho tiempo en etapas ③ ~ ④, no existe tal problema en el revestimiento de un calor compuesto Fuente. Y con el aumento de tig Actual, la hora de la etapa ~ ~ ②, etapa ② ~ ③, y etapa ③ ~ ④ será acortado. Este es porque el tig El arco es la convergencia y la fusión de los gránulos líquidos, y la propagación del metrado líquido proporciona la fuerza adicional. Y estos Fuerzas adicionales son proporcionales a la TIG Corriente, así como el TIG Los aumentos actuales, la presión estática electromagnética, la fuerza de flujo de plasma y la fuerza de soplado de gasolina que actúan sobre el metal líquido aumentarán, acelerando las diversas etapas de la formación proceso. La finalización
Cuando La propagación de la masa fundida líquida tiende a ser estable y el ángulo de contacto permanece básicamente sin cambios, el FTA32 El software se utiliza para medir el ángulo de contacto en este tiempo. Realice 5 pruebas para cada parámetro y registre el ángulo de contacto por separado para obtener la influencia del TIG Corriente en el ángulo de contacto en el revestimiento de fuente de calor compuesto, como se muestra en la Figura 4.9.
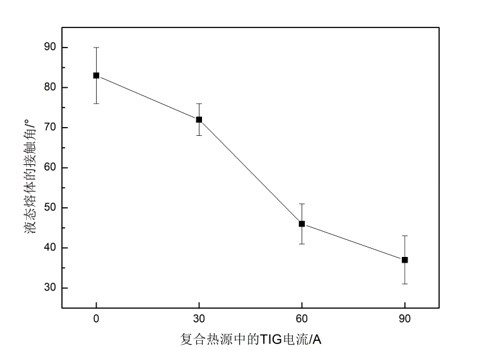
Se puede ver desde el análisis anterior que la introducción de la TIG ARC proporciona la fuerza motriz adicional para la convergencia y la propagación del líquido fundido Durante El proceso de formación, y aumenta la temperatura del líquido fundido y reduce su tensión superficial, lo que acelera significativamente el proceso dinámico Bajo la restricción de la velocidad de escaneo, la masa fundida del líquido se puede propagar a tiempo para formar una capa de revestimiento con una buena extensión y un pequeño contacto Y Evita problemas tales como una alta tasa de dilución, alta tensión residual y fácil agrietamiento causado por el exceso de calor. Entrada. El láser y tig La fuente de calor compuesto de arco es una fuente de calor de revestimiento con ventajas obvias. No solo resuelve los problemas de formación y rendimiento, mejora la eficiencia del revestimiento, sino que también reduce la dependencia de los láseres de alta potencia y reduce los costos de los equipos.
Haga clic aquí para dejar un mensaje.





